


Evolute C13F
Evolute C13F Description
Solid Carbide 3 Flute General Purpose Endmill
- Square End
- Center cutting
- Helix Angle 37°
- Supplied without coating or TiAIN coated
- Diameter tolerance e8

C13F Endmill Part Numbers
| Part Number | Shank | ø D (mm) | ø D1 (mm) | z | APmax | L | Ch/Rad | Coating |
|---|---|---|---|---|---|---|---|---|
| С13F 030R00 TP | Cylindrical | 3 | 3 | 3 | 9.5 | 38 | 0 | no coating |
| С13F 030R00 TC | Cylindrical | 3 | 3 | 3 | 9.5 | 38 | 0 | TiAlN |
| С13F 040R00 TC | Cylindrical | 4 | 4 | 3 | 12 | 50 | 0 | TiAlN |
| С13F 040R00 TP | Cylindrical | 4 | 4 | 3 | 12 | 50 | 0 | no coating |
| С13F 050R00 TC | Cylindrical | 5 | 6 | 3 | 14 | 50 | 0 | TiAlN |
| С13F 050R00 TP | Cylindrical | 5 | 6 | 3 | 14 | 50 | 0 | no coating |
| С13F 060R00 TC | Cylindrical | 6 | 6 | 3 | 16 | 50 | 0 | TiAlN |
| С13F 060R00 TP | Cylindrical | 6 | 6 | 3 | 16 | 50 | 0 | no coating |
| С13F 080R00 TC | Cylindrical | 8 | 8 | 3 | 20 | 63 | 0 | TiAlN |
| С13F 080R00 TP | Cylindrical | 8 | 8 | 3 | 20 | 63 | 0 | no coating |
| С13F 100R00 TC | Cylindrical | 10 | 10 | 3 | 22 | 76 | 0 | TiAlN |
| С13F 100R00 TP | Cylindrical | 10 | 10 | 3 | 22 | 76 | 0 | no coating |
| С13F 120R00 TC | Cylindrical | 12 | 12 | 3 | 25 | 76 | 0 | TiAlN |
| С13F 120R00 TP | Cylindrical | 12 | 12 | 3 | 25 | 76 | 0 | no coating |
| С13F 140R00 TC | Cylindrical | 14 | 14 | 3 | 32 | 83 | 0 | TiAlN |
| С13F 140R00 TP | Cylindrical | 14 | 14 | 3 | 32 | 83 | 0 | no coating |
| С13F 160R00 TC | Cylindrical | 16 | 16 | 3 | 32 | 92 | 0 | TiAlN |
| С13F 160R00 TP | Cylindrical | 16 | 16 | 3 | 32 | 92 | 0 | no coating |
| С13F 180R00 TC | Cylindrical | 18 | 18 | 3 | 38 | 100 | 0 | TiAlN |
| С13F 180R00 TP | Cylindrical | 18 | 18 | 3 | 38 | 100 | 0 | no coating |
| С13F 200R00 TC | Cylindrical | 20 | 20 | 3 | 38 | 104 | 0 | TiAlN |
| С13F 200R00 TP | Cylindrical | 20 | 20 | 3 | 38 | 104 | 0 | no coating |
C13F Cutting Data
Formula
-
Speed of Cut

-
Spindle RPM

-
Infeed per Tooth

-
Infeed

Notation
- D (mm) - diameter
- z - Number of teeth
- Vc (m/min) - Cutting speed
- fz (mm) - Feed per tooth
- n (1/min) - RPM
- Vf (m/min) - Feedrate
- 𝜋 - 3.1415696
Cutting Data Table
| Material class | Material | Milling | Vc – cutting speed | fz – infeed per tooth [mm] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
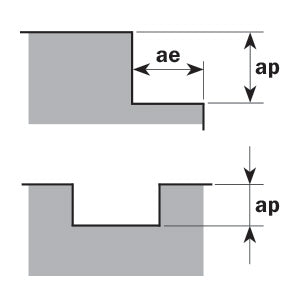
| shoulder | slot | [mm/min] | at D-diameter [mm] | ||||||||||||
| ap | ae | ap | No Coating | TiAlN | 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | ||
| P | Alloy steel<48HRC | 0.75хD | 0.1хD | 0.25хD | 60-80 | 120-160 | 0.010 | 0.020 | 0.030 | 0.040 | 0.050 | 0.060 | 0.070 | 0.080 | 0.100 |
| M | Free machining stainless steel | 0.75хD | 0.1хD | 0.25хD | - | 85-110 | 0.010 | 0.020 | 0.030 | 0.040 | 0.050 | 0.060 | 0.070 | 0.080 | 0.100 |
| M | Midrange stainless steel | 0.75хD | 0.1хD | 0.25хD | - | 60-80 | 0.008 | 0.015 | 0.025 | 0.030 | 0.040 | 0.050 | 0.055 | 0.060 | 0.080 |
| K | Cast iron | 0.75хD | 0.1xD | 0.25xD | - | 110-130 | 0.010 | 0.020 | 0.030 | 0.040 | 0.050 | 0.060 | 0.070 | 0.080 | 0.100 |
| N | Aluminium and Aluminium alloys | 0.75хD | 0.1xD | 0.25xD | 250-750 | - | 0.015 | 0.030 | 0.045 | 0.060 | 0.075 | 0.090 | 0.105 | 0.120 | 0.150 |
| N | Copper and copper alloys | 0.75хD | 0.1xD | 0.25xD | 125-350 | 250-600 | 0.015 | 0.035 | 0.050 | 0.070 | 0.085 | 0.105 | 0.120 | 0.140 | 0.170 |
LIVETOOLS
At Livetools we pride ourselves on having innovative tools that will improve your efficiency and save you time.
We have an excellent team who are going to help get the right product into your hands and on your machines fast.
We keep inventory in stock and in most cases can deliver next day.
HAVE YOU SEEN OUR OTHER PRODUCTS?













